Outils de soudure ou de brasure : à chacun son usage

Les métiers de zingueurs, de plombiers, de chauffagistes et de couvreurs demandent de solides connaissances techniques et un outillage parfaitement adapté à chaque situation.
Poste à souder, pince porte électrode, métal d’apport, torche de soudage, chalumeau, détendeur… sont autant d’outils indispensables dont ces artisans ont besoin quotidiennement afin d’effectuer soudure et brasure qu’il est également bon de requalifier.
La soudure et la brasure sont, en effet, les deux principaux procédés d’assemblage utilisés par les artisans zingueurs, plombiers, chauffagistes et couvreurs. Et, même si la plupart de ces artisans parlent de soudure, il est souhaitable de bien distinguer la soudure et la brasure car ces deux techniques n’utilisent pas les mêmes outils.
« En effet, les artisans/plombiers qui travaillent sur des tuyauteries en cuivre, par exemple, parlent généralement de soudure alors que techniquement le terme approprié est brasure?», explique Clément Kermarrec, responsable technique chez Castolin.
Soudage VS Brasage
Le soudage est une technique d’assemblage légèrement différente du brasage. Il s’effectue à l’arc électrique et comporte trois différents procédés : l’électrode enrobée, le semi-automatique, appelé aussi Mig-Mag, et le soudage TIG.
« Contrairement au procédé de brasage qui nécessite un chalumeau. Le chalumeau n’est que très peu utilisé pour le soudage », note le responsable technique de Castolin. « Il existe ainsi quatre méthodes de travail pour deux techniques d’assemblage différentes », ajoute ce dernier.
Soudage : électrode enrobée
Le procédé de soudage à l’électrode enrobée est le procédé le plus répandu chez les artisans car c’est le plus facile à mettre en œuvre et le moins onéreux. Les pièces à souder sont souvent de même nature (acier faiblement allié ou acier inoxydable par exemple) et c’est une technique que l’on retrouve pour tous les travaux de barrières métalliques, mains courantes…
C’est également le procédé de soudage à l’arc électrique le plus ancien. Ici, le soudage à l’électrode enrobée est réalisé à partir d’un arc électrique entre l’âme métallique de l’électrode et la pièce à souder.
L’énergie calorifique de l’arc fait fondre localement la pièce à assembler, l’âme métallique de l’électrode et l’enrobage. L’enrobage permet de protéger la soudure de l’oxydation. Après refroidissement, le cordon de soudure est recouvert de l’enrobage que l’on appelle alors le laitier.
Pour ce procédé, il est nécessaire d’avoir un poste à souder, une pince porte électrode, une électrode enrobée adaptée aux métaux à assembler, une pince de masse…
Et d’être bien équipé avec des gants de soudeur, une cagoule de soudage. Avec ce procédé, les avantages sont nombreux car il offre une grande flexibilité, une mise en œuvre assez facile, une bonne qualité de soudage…
Soudage : semi-automatique ou Mig-Mag
Ce procédé semi-automatique de soudage est facile d’utilisation et il est utilisé par les artisans qui en font à plus forte échelle. « C’est une technique que l’on retrouve beaucoup dans les ateliers de soudure car avec ce procédé, les cadences de dépôts peuvent être de 2 à 3 fois supérieures à celles du soudage avec électrode enrobée », précise Clément Kermarrec.
Ce procédé de soudage signifie “Metal Inert Gas et Metal Actif Gas”. Au lieu d’utiliser une électrode enrobée, cette technique utilise une bobine de fil (on choisit le fil en fonction des métaux à assembler) installée directement dans le poste à souder.
Le fil de soudage est amené automatiquement jusqu’à la torche de soudage. L’enrobage d’une électrode enrobée est remplacé par un gaz (inerte ou actif, en fonction des travaux à réaliser) qui va protéger le métal en fusion, appelé bain de fusion.
Pour ce procédé, il est nécessaire d’avoir un poste à souder, une bobine de fil, une torche de soudage, de détenteur, une bouteille de gaz. « Ce procédé reste utilisé dans les ateliers car il est beaucoup moins flexible sur un chantier, par contre il est plus productif qu’un autre procédé », signale le spécialiste. Il faut prévoir des gants de soudeur, une cagoule de soudage, et des vêtements de protection dédiés.

©Guilbert
Soudage : TIG (Tungsten Inert Gas)
« Le tungstène est un matériau qui a la particularité de fondre à très haute température. Cette technique de soudage est plutôt destinée aux tuyauteurs pour le soudage de tube puisqu’elle présente une très haute qualité de soudure mais par contre demande une qualification assez poussée?», commente le responsable technique de chez Castolin.
Le soudage TIG, procédé à l’arc sous gaz inerte avec électrode non fusible (en tungstène), est un procédé dans lequel l’énergie nécessaire à la fusion des pièces à assembler est apportée par un arc électrique établi entre une électrode réfractaire en tungstène et le joint à souder.
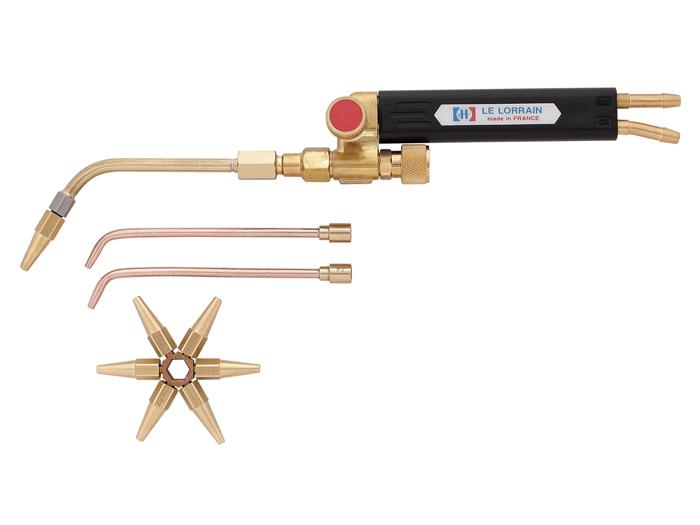
©Le Lorrain
L’électrode et le bain de métal en fusion sont protégés de l’air ambiant, c’est-à-dire de l’azote et de l’oxygène, par un flux de gaz inerte. C’est le soudeur qui amène manuellement le métal d’apport, sous forme de baguette, au fur et à mesure qu’elle fond dans l’arc électrique.
Ce procédé qui nécessite un poste à souder, une torche de soudage et un métal d’apport, offre très peu de déformations.
Brasage : utilisation d’un chalumeau
Le procédé de brasage est beaucoup plus utilisé en construction, pour des travaux de canalisations d’eau et de gaz par exemple. L’appellation de brasure s’applique dès lors qu’il n’y a pas de fusion du métal de base (métal à assembler) et que l’on retrouve le phénomène de capillarité.
Dans le cas du brasage, seul le métal d’apport fond. Il a donc une température de fusion plus basse que celle du métal à assembler. On utilise un métal d’apport de nature différente du métal de base : pour assembler du cuivre, on peut utiliser des alliages composé de zinc, argent et cuivre, par exemple.
« C’est pourquoi, à la différence du soudage, le brasage ne nécessite pas une source de chaleur très importante, la flamme du chalumeau est alors utilisée?», note Clément Kermarrec. Le métal d’apport est différent de celui des pièces à unir, il est choisi en fonction de son point de fusion moins élevé que celui des pièces à unir.
Quelle température ?
Cette fusion du métal d’apport ne nécessite qu’une faible élévation de la température toujours inférieure à celle requise pour la fusion des matériaux à braser. Un décapant, sous forme de poudre, pâte ou liquide permet de protéger le métal à assembler pendant la chauffe et à faciliter l’opération de brasage.
Le décapant peut être directement enrobé sur la baguette de brasage. La brasure rend donc obligatoires : un métal d’apport et son décapant, un chalumeau, deux détendeurs, un gaz combustible (généralement de l’acétylène) et un gaz comburant (l’oxygène), un allume gaz…
« Ici, nous n’avons plus besoin d’électricité mais de gaz. Ce qui apporte une plus grande autonomie à l’artisan. Par contre, l’inconvénient, c’est que c’est parfois un peu lourd à transporter », ajoute ce dernier.
La plupart des métaux peuvent être brasés à la seule condition que leur température de point de fusion soit supérieure à celle du métal d’apport. Par exemple, la brasure forte au cuivre requiert une température de fusion de 600 à 900°C, et permet un assemblage à forte résistance mécanique sur la plupart des métaux.

©Nevax
Dans le cas où une résistance mécanique n’est pas recherchée, mais plutôt une étanchéité (en couverture (zinc) voire en canalisation cuivre d’eau potable) ou une conductibilité électrique est recherchée (en électricité, circuit imprimé), il est généralement utilisé un métal d’apport à base d’étain.
L’analyse du Symop

©Castolin
« En 2015 les fournisseurs constatent un fléchissement de leur activité de -2,4% par rapport à l’année précédente, surtout impacté par la baisse des ventes de consommables. Les ventes de matériels et consommables du soudage au gaz ont baissé plus sensiblement en lien avec la contraction de l’activité du bâtiment que ce soit dans le neuf ou la rénovation. Elles se sont un peu améliorées sur la fin de l’année pour les matériels de soudage flamme.
Par contre, la consommation d’équipements de soudage à l’arc est en légère progression (+1,7% en valeur) alors que la consommation en volume des consommables arc reste relativement étale par rapport à l’année dernière. Selon notre conjoncture sectorielle, les fournisseurs ont ressenti une amélioration du climat d’affaires en ce début d’année, qui devrait selon eux se maintenir jusqu’à l’été », explique le Symop (Syndicat des entreprises de technologie de production) quant à l’état du marché.
Recommandations d'entretien des matériels*
| Équipements | EXAMEN VISUEL - VÉRIFICATION ESSAI D’ÉTANCHÉITÉ | RÉVISION OU REMPLACEMENT (1) (3) | |
| A chaque changement de bouteille | Annuellement | ||
| Détendeurs (2) | Examen visuel : • du bon état des filetages, des joints, des manomètres, des raccords d’entrée et de sortie, • de l’absence de produits gras. | • Essai d’étanchéité à la pression de service. | • Révision ou remplacement au plus tard tous les 5 ans. |
| Raccords rapides à obturateur | • Vérification du bon fonctionnement du vérrouillage. | • Essai d’étanchéité à la pression de service. | • Remplacement systématique en cas d’incident de fonctionnement. |
| Tuyaux souples | • Vérification des couleurs des tuyaux en fonction des gaz. • Examen visuel pour s’assurer du bon état et de la propreté des tuyaux. | • Examen visuel sur tuyau cintré pour déterminer l’absence de déchirure, de gonflement, de blessure et de craquelure. | Remplacement : • si l’examen visuel a décelé des blessures, • au plus tard tous les 3 ans après mise en service pour service intensif (chantier par exemple), • au plus tard tous les 5 ans après mise en service dans tous les autres cas. Nota : la date indiquée sur le tuyaux est celle de la fabrication. |
| Antiretours arrêts de flamme | Vérification : • de leur présence, • des couleurs en fonction des gaz. | • Examen visuel et essai d’étanchéité. | • Remplacement : en cas de retour de flamme violent ou au plus tard tous les 3 ans après la date de mise en service. |
| Chalumeaux | • Examen visuel du bon état des buses | • Examen visuel complet et essai d’étanchéité. | • Révision ou remplacement au plus tard tous les 3 ans après la date de mise en service. |
| Nota : | |||
Le Symop (Syndicat des entreprises de technologie de production), a publié les recommandations suivantes à l’usage des utilisateurs de matériels de soudage et brasage.
Ce guide rappelle “les règles de l’Art” des différents matériels utilisés et donne des recommandations quant à leur utilisation (et notamment les recommandations concernant le changement de tuyaux pour lequel il n’existe pas de règlementation).
* de soudage chauffage et coupage oxy-gaz
Articles qui devraient vous intéresser




Pour aller plus loin ...